Cold and retarded fermentation: overnight doughs, interrupted proofing and freezer-to-oven systems
A practical technical guide for professional bakers on the full spectrum of cold-fermentation techniques: retarded bulk dough, interrupted proofing, overnight prover-retarder cycles and frozen-dough / freezer-to-oven systems. Covers the microbiology and biochemistry behind slow fermentation, critical temperature and timing windows, yeast dosage scaling, improver selection (with data extracted from first-party spec sheets for five products in the Domson catalogue), bread-type-specific guidance, and a fault→cause→remedy reference table.
1. What is cold and retarded fermentation?
In conventional "direct" breadmaking, a baker mixes dough and ferments it at room temperature (26–28 °C) within a single production session of a few hours. Cold and retarded fermentation deliberately interrupts or slows this process by placing the dough — at any stage from bulk mass to shaped piece — into a cold environment (typically 2–8 °C) for an extended period, often overnight.
The practice is ancient in craft baking but has gained industrial importance with the widespread adoption of prover-retarder units, blast-freeze technology and the commercial demand for high-quality "freshly baked" bread throughout the trading day. It delivers three interlocking benefits:
- Schedule flexibility. Dough mixed in the afternoon or evening is held cold and baked fresh the next morning, eliminating the need for unsociable shift starts.
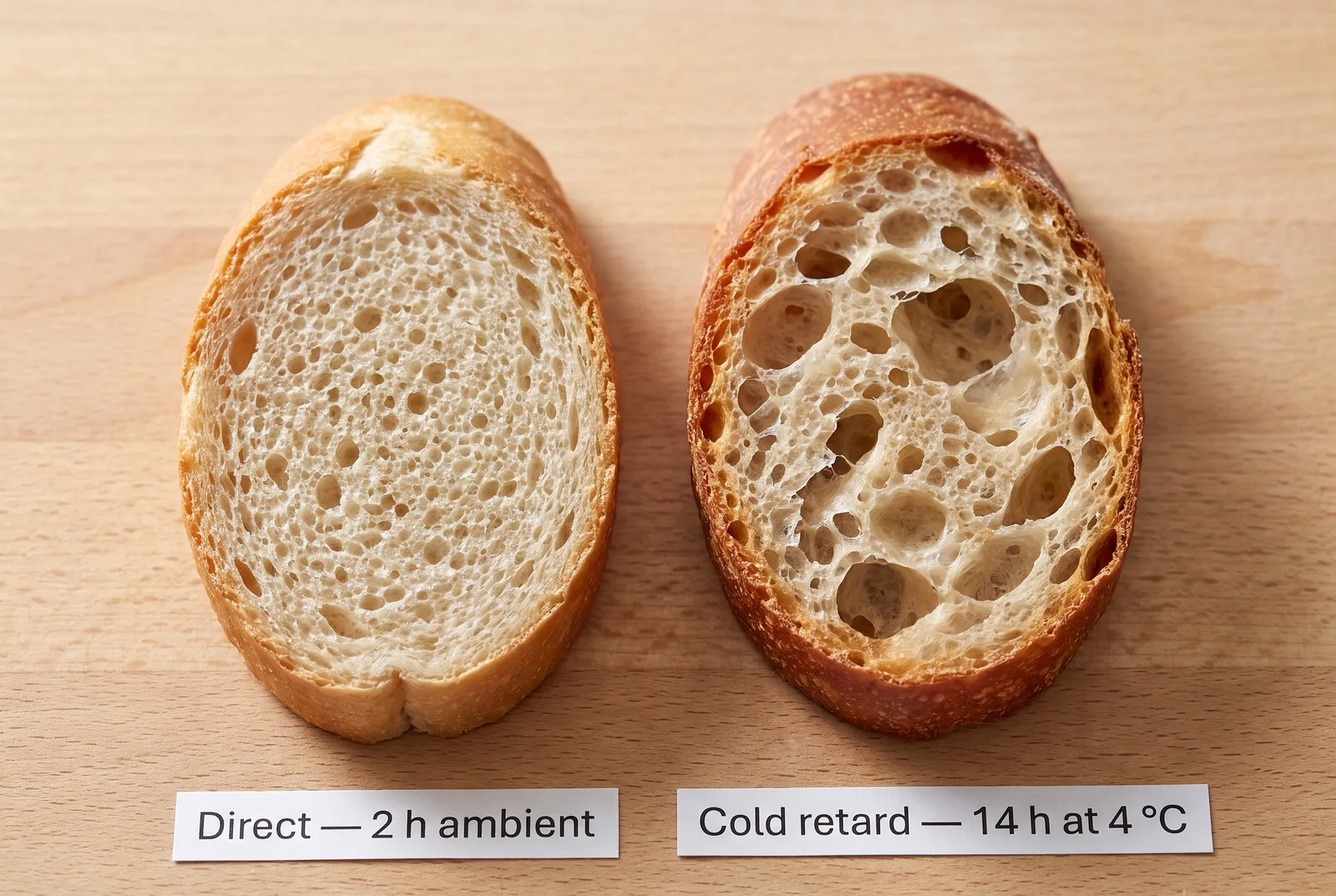
- Improved flavour and aroma. Extended enzymatic and biochemical activity at low temperature develops a wider palette of volatile compounds — organic acids, esters, short-chain alcohols — that direct baking cannot replicate in two or three hours.
- Crust and crumb quality. Slower fermentation tends to build a more open, irregular crumb structure in high-hydration doughs and produces a thicker, more deeply coloured crust through enhanced caramelisation and Maillard reactions.
2. The science: what cold does to a fermentation dough
2.1 Yeast activity and temperature
Baker's yeast (Saccharomyces cerevisiae) is highly sensitive to temperature. Its optimal activity window is approximately 25–35 °C; activity falls sharply below 10 °C and is substantially reduced at 4 °C. At 0–2 °C yeast metabolism is not fully halted — CO₂ production continues at a very low level — but for practical purposes bakers can treat the dough as stable. Above −2 °C yeast cells remain viable; freezing for extended storage (below −12 °C) eventually damages cell membranes and impairs leavening capacity on thawing, which is why frozen-dough formulations require specialist yeast and improver adjustments (see section 5).
2.2 Enzymatic activity at low temperature
While yeast carbon metabolism slows at 4 °C, many dough enzymes — including native wheat amylases, proteases and added exogenous enzymes in bread improvers — retain meaningful activity even at refrigerator temperatures. This is both an advantage and a hazard:
- Amylases continue to convert damaged starch and dextrins into fermentable sugars, building flavour precursors and improving crust colour.
- Proteases (both native wheat and added bacterial/fungal types) relax the gluten network over time; in a long retard, overactive proteases can weaken dough structure to the point of collapse .
- Hemicellulases (xylanases) continue to redistribute water, improving dough extensibility but potentially reducing gas retention if dosage is not reduced for long retard processes.
The practical implication is that improvers formulated for direct processes may need to be down-dosed or reformulated when switching to retarded methods, particularly regarding protease and fast-acting amylase content. Consult the supplier's technical data sheet and test at the intended retard duration. (See section 5.)
2.3 Flavour development
At ambient fermentation temperatures, yeast produces CO₂ and ethanol rapidly, leaving less time for the secondary metabolites (esters, higher alcohols, organic acids) that carry complex aroma. At 4–8 °C the same metabolic pathways operate, but at a fraction of the speed, allowing flavour compounds to accumulate without the dough over-expanding. Lactic acid bacteria naturally present in flour also produce small amounts of acetic and lactic acid during an overnight cold retard, contributing a subtle tang without the full sourness of a traditional sourdough process .
3. Four practical cold-fermentation systems
Cold-fermentation methods differ in when cold is applied relative to the shaping and proofing stages. The IREKS Compendium of Baking Technology identifies two principal categories for bread doughs: retarded fermentation and interrupted fermentation; the frozen-dough system is a more extreme variant.
See images.json (img-rcf-01) for a process-stage diagram comparing the four systems.
Scope note — lean doughs only: Unless otherwise stated, all temperature and duration parameters in this section apply to lean bread doughs (flour, water, yeast, salt). Enriched doughs containing raw eggs, milk or cream have different food-safety profiles; at the upper end of the retard range (7–8 °C × 18 h), Listeria monocytogenes growth risk in high-risk ingredients requires validation against a predictive model (e.g. ComBase) or a validated HACCP procedure before adopting overnight retard for enriched products. ⚠ Food safety review required.
3.1 Cold bulk retard
When: Cold applied to un-divided, unshaped dough mass, after mixing and a short ambient rest (autolyse or first-ferment).
Typical parameters:
- Dough temperature at retard entry: 18–22 °C (deliberately below the standard 26–28 °C FDT of direct doughs, to slow activity before chilling; single-source — IREKS; confidence: medium)
- Retard temperature: 4–8 °C
- Retard duration: 8–18 hours (typically overnight)
- Action after retard: divide, pre-shape, bench rest, final shape, proof, bake
Best for: Artisan wheat loaves, sourdough wheat, ciabatta, baguettes (pre-division bulk).
Advantages: Maximum flexibility; dough can be held as a mass and portioned to demand. Relatively forgiving because the bulk mass changes temperature slowly and uniformly.
Risks: If FDT entering the retarder is too high (above 24 °C), the outer portion chills before the core, leading to uneven fermentation. Use a cold bulk retarder with forced-air circulation and target a consistent FDT.
3.2 Interrupted fermentation (prover-retarder)
When: Cold applied after dividing and shaping (or pre-shaping), replacing the final proof entirely. Pieces proof at cold temperature and are baked directly from the retarder, or given a short ambient recovery before baking.
Typical parameters:
- Retard temperature: 2–5 °C
- Duration: 8–18 hours overnight
- Recovery (if needed): 20–30 min at ambient before loading oven, or bake from cold on specialist thermally heavy deck ovens
- Yeast dosage: reduced vs direct method (see section 5.1)
Best for: Bread rolls, baguettes, wheat tinned bread, rye-wheat mixed bread. The dominant system in plant and craft bakeries using programmable prover-retarder cabinets.
Advantages: Pieces are oven-ready on demand; no division or shaping required at bake time. Consistent piece weight and shape.
Risks: If retarder fails or duration extends beyond ~20 hours at 4–5 °C, dough can over-prove before reaching the oven (residual yeast activity accumulates). Include a safety temperature drop to 0–2 °C for extended holds beyond 18 hours (single-source guidance — IREKS Compendium; confirm with equipment supplier).
3.3 Retarded proof (cold-store final proof)
When: Shaped pieces are given a partial ambient proof (approximately 30–40% volume increase), then transferred to cold (4–8 °C) where proofing continues very slowly. Pieces are baked the following morning, often directly from cold.
This approach is less common than interrupted fermentation because it requires very precise timing — the correct degree of ambient proof before the cold stage, and correct cold-to-oven staging. It is used for certain sourdough products and high-hydration wheat loaves baked in high- temperature deck ovens.
Typical parameters:
- Ambient pre-proof: 20–40 min at 25–27 °C
- Cold hold: 4–8 °C, 8–14 hours
- Bake: from cold, high deck heat (260–280 °C) with steam, or 15–20 min ambient recovery first
3.4 Frozen dough and par-baked systems
When: Dough is fully mixed, shaped (and sometimes briefly proofed — "pre-proved frozen"), then blast-frozen and stored at −18 °C or below for days to weeks (single-source storage temperature: industry standard; widely cited).
Two sub-variants:
- Raw frozen dough: mixed, shaped and frozen immediately. Thawed, proofed and baked at point of sale. Popular in food-service and in-store bakery.
- Par-baked (stone-baked): dough is mixed, shaped, proofed and baked to approximately 80% of full bake time, then blast-frozen. At point of sale, the par-baked piece is finished in a conventional or combi oven in 5–10 minutes.
Key adjustments for frozen dough (see section 5.3):
- Use osmotolerant or cold-tolerant yeast strains where available, or instant dry yeast which survives freeze-thaw cycles better than fresh compressed yeast
- Add extra vital wheat gluten to strengthen gluten network against ice-crystal damage
- Use improvers with DATEM (E472e) and/or SSL (E481) for enhanced gluten film stability
- Increase ascorbic acid to compensate for oxidative weakening during freeze-thaw cycles
- Avoid reducing agents (L-cysteine, GSH inactive yeast) which weaken the gluten network
⚠ Food safety note — par-baked systems: A "percentage of full bake time" target is not a reliable proxy for a safe core temperature. Before blast-freezing, verify that the internal dough temperature reaches at least 94 °C (measured at the thickest point with a calibrated probe thermometer). This ensures complete starch gelatinisation and inactivation of relevant pathogens (Salmonella, L. monocytogenes). Validate as part of your bakery HACCP plan for each product format and oven.
4. Key process parameters
See the comparison table below for a condensed comparison.
4.1 Temperature windows
| Stage | Direct method | Retarded / cold method |
|---|---|---|
| Final Dough Temperature (FDT) | 26–28 °C | 18–22 °C target (single-source; confidence: medium) |
| Bulk fermentation | 26–28 °C, 60–90 min | 26–28 °C for 20–40 min, then 4–8 °C for 8–18 h |
| Intermediate proof | 27–30 °C, 10–20 min | Not always needed in interrupted method |
| Final proof | 35–37 °C, 60–90 min, 85–95 % RH | 2–5 °C, 8–18 h (retarder-prover system) |
| Bake entry temperature | 26–28 °C (ambient) | 2–10 °C (from retarder) — adjust oven loading time |
4.2 Timing
Times depend heavily on:
- Yeast dosage and type
- Dough hydration (higher hydration ferments faster)
- Sugar content (above ~6% sugar inhibits yeast osmotically )
- Flour protein content (stronger flour retains gas more effectively during long retard)
As a rule, doubling the retard duration at a given temperature will roughly double the degree of fermentation that occurs — but this is an approximation. Always validate timings by a pilot trial and record the piece volume at retarder entry and exit.
5. Dough formulation for cold processes
5.1 Yeast dosage adjustment
This is the most critical adjustment. If a direct method uses 1.5–2.5% fresh compressed yeast on flour weight, the same yeast quantity in an overnight retard will produce over-fermented, gas-blown dough by morning. The IREKS Compendium recommends reducing yeast to suit the extended fermentation time, with typical cold-process recipes targeting 0.5–1.5% fresh yeast (or equivalent instant dry yeast) for 8–18 hour retards at 2–5 °C — note this is a single-source guideline; exact dosage must be validated against your flour, dough hydration, retarder temperature and intended bake time.
Instant dry yeast vs compressed yeast for cold processes: Instant dry yeast survives freeze-thaw cycles better than fresh compressed yeast due to the protective effect of drying and the absence of free water in the granule. For retarded (non-frozen) doughs, either type works; for frozen dough, prefer instant dry or osmotolerant yeast varieties.
5.2 Bread improver selection
The improver plays a different role in retarded doughs than in direct processes:
Ascorbic acid (E300) — Found in virtually all bread improvers and present as the primary flour treatment agent in the Zeelandia Gamma GP (confirmed spec: E300 present; wheat flour carrier), Puratos S500 Sense SG (batch titration 0.67% ± 10% E300; spec confirmed), Puratos Easy Baguette SG (E300 at <1%; spec confirmed), and Zeelandia Rye Stabil Free (E300 at ~1%; spec confirmed). Ascorbic acid oxidises gliadin thiol groups to form disulfide bonds, strengthening the gluten network. This reinforcement is especially valuable in cold-retarded doughs, where extended enzymatic activity (protease) risks progressive gluten relaxation. Do not reduce ascorbic acid dosage for cold processes; if anything, trials with slightly higher E300 dosage may improve volume retention after an extended retard.
⚠ UK regulatory note — E300 (ascorbic acid) dosage limit: Puratos S500 Sense SG contains 0.67% ± 10% ascorbic acid (E300), tested every batch by titration (spec confirmed). At the maximum stated usage rate of 3% on flour weight, this delivers approximately 201 mg/kg flour — essentially at the limit set by the UK Bread and Flour Regulations 1998 (200 mg/kg flour). Batch-to-batch variation (±10%) means individual batches at 3% dosage could deliver up to ~221 mg/kg, exceeding that UK limit. EU Regulation 1333/2008 permits E300 in bread at quantum satis (no numeric ceiling applies in EU markets). UK-market bakers using S500 Sense must not exceed 3% dosage and should consider validating E300 delivery against batch certificate-of-analysis data. ⚠ Legal review required for UK production.
DATEM (E472e) — Mono- and di-acetyltartaric acid esters of mono- and diglycerides of fatty acids. Present in both Puratos S500 Sense SG (at 10–20% of improver by weight; spec confirmed) and Puratos Easy Baguette SG (5–10%; spec confirmed). DATEM acts at the polar lipid interface of gas-bubble membranes, improving gas retention during slow fermentation and reducing the risk of collapse during the cold hold. Note: DATEM is a dough conditioner with dual effects — gas-retention and gluten cross-linking (prominent in extended cold-process systems, per IREKS Compendium) and crumb-softening (its primary HLB classification in direct processes); the gas-retention function is the relevant one here. For bread types that must hold their structure across a 12–18 hour retard, an improver containing DATEM or SSL is strongly advisable.
Vital wheat gluten — The Zeelandia Rye Stabil Free is notable for containing approximately 78% wheat gluten as its dominant ingredient. Similarly, Zeelandia Optimax Free contains approximately 50% wheat gluten. In rye-wheat blended doughs — which lack the cohesive gluten network of pure wheat — added gluten provides the structural backbone necessary to survive an extended cold hold without the dough flattening under its own weight.
Enzymes — All five spec sheets read for this dossier list enzymes as an ingredient (at <1%), with specific enzyme types not disclosed in the spec (standard industry practice). For cold processes, choose improvers where the enzyme system is characterised by the supplier as "cold-tolerant" or specifically tested for retarded applications. Avoid high-dosage fast-acting proteases (designed to cut mixing time) in retarded doughs; they will continue hydrolysing gluten overnight.
Pre-fermented sourdough components — The Puratos S500 Sense SG contains 50–60% fermented rye flour (dried sourdough; spec confirmed). The Puratos Easy Baguette SG contains a dry sourdough fraction (fermented rye flour >95%; spec confirmed) at 5–10% of the improver. These pre-fermented components contribute organic acids and flavour precursors that complement the long, slow fermentation of a cold retard, often eliminating the need for a separate sourdough addition.
5.3 Flour
For cold-retarded processes, prefer flours with protein content at the upper end of the typical bread range (13–14% protein for strong wheat; see A1 Flours section). Stronger gluten networks are more resilient to the softening caused by extended enzymatic action. For high-hydration retarded doughs (ciabatta, open-crumb baguettes), a flour with good water absorption and extensibility is more important than raw strength alone. The IREKS Compendium recommends evaluating flour by farinograph stability and extensograph resistance-to-extension values when selecting flour for cold-dough processes.
5.4 Hydration
Higher hydration doughs (above 70% water on flour weight) ferment more rapidly, even at cold temperatures, because substrate diffusion is more efficient in a wetter matrix. When extending the retard from 8 to 18 hours, consider reducing hydration slightly (2–3 percentage points) or compensating by lowering retarder temperature by 1–2 °C. In very high hydration doughs (>80%, e.g. ciabatta), use a bulk cold retard rather than shaped pieces, which cannot hold their form over a long cold hold without forms or tins.
6. Application by bread type
6.1 French baguettes
Cold retard is foundational to authentic baguette production. A typical craft baguette process: mix dough to medium development, autolyse 30–60 min, perform stretch-and-folds, then retard at 4–6 °C for 12–16 hours. The cold hold develops the characteristic wheaty, slightly lactic flavour and allows the hydrated dough to build structure without over-developing gluten during mixing (which would limit the open crumb). The Puratos Easy Baguette SG is formulated for baguettes and similar crusty breads; at 6% on flour weight it contributes dry sourdough, DATEM, barley malt flour, ascorbic acid and enzymes — a complete toolkit for cold-retarded baguette production.
6.2 Artisan wheat loaves and ciabatta
Cold bulk retard is common in artisan shops. Ciabatta's very high hydration (75–85%) and open crumb are partly the result of minimal mechanical development and a long, cold bulk ferment that builds organic acid structure. The Ireks Ciabatta Mix (product in the Domson catalogue) is formulated for high-hydration production; cold retard protocols vary by manufacturer — consult the product technical data sheet.
6.3 Rye-wheat mixed bread
Traditional Central and Eastern European rye-wheat breads are typically sourdough-based. In cold-process production, the sourdough (rye acid ferment) is prepared in advance and the mixed dough retarded after a short ambient pre-ferment. The Zeelandia Rye Stabil Free (spec confirmed: 78% wheat gluten, E300, enzymes) and Zeelandia Optimax Free (spec confirmed: 50% wheat gluten, 39% rye flour, E300, enzymes) are designed for high-rye doughs in standard direct processes; their high vital wheat gluten content provides the network resilience needed if you adapt them to a cold-retard protocol. Always reduce yeast dosage to account for the extended time .
The Zeelandia Bioferm Dark Liquid Sourdough and Backaldrin BAS Dark Liquid Rye Sourdough provide pre-acidified rye sourdough fractions that shorten the acid-building stage and can be combined with a cold retard protocol to deliver authentic flavour on an industrial schedule.
6.4 Sourdough (pure)
Pure sourdough doughs (no commercial yeast) are routinely given overnight retards at 4–6 °C after shaping. This is the standard "cold proof" used by artisan bakers to (a) control leavening timing precisely and (b) develop flavour through extended LAB and wild-yeast activity. Baking directly from the refrigerator into a very hot oven (250–260 °C with steam) is common, producing good oven spring from the cold, gas-charged dough mass.
6.5 Viennoiserie and laminated doughs
Croissants, Danish pastry and similar laminated doughs are almost universally produced with some degree of cold retardation — both to manage the lamination process (fat must remain firm during rolling-in) and to hold production overnight. Retarded viennoiserie typically enters the retarder after shaping and before final proof; the piece proof from the retarder at 27–30 °C and 85–95 % RH before baking. Refer to article A6 (Confectionery and Pastry Technology) and the fat specification for lamination fat melting-point requirements.
7. Scheduling and commercial considerations
7.1 Prover-retarder units
Modern prover-retarder cabinets allow programmable temperature profiles. A typical overnight cycle:
- 18:00 — load shaped pieces, cool to 2–4 °C
- 18:00–04:00 — hold at 2–4 °C
- 04:00 — cabinet switches to proofing mode (27–30 °C, 85–95 % RH)
- 06:00 — pieces are fully proofed and oven-ready
This eliminates the early-morning shift for dough preparation. Timing must be validated for each product because differences in yeast dosage, dough temperature at loading, piece size and cabinet loading density all affect the actual proof endpoint.
7.2 Reducing waste
Cold-retarded doughs tolerate longer holding than direct doughs, improving unsold-product management: a retarded tin loaf still in the cabinet at hour 16 has more tolerance than one at hour 3 of a direct proof. However, this is not unlimited — over-proofed retarded pieces collapse on baking and cannot be recovered.
7.3 Energy and cost
Prover-retarder units are energy-intensive. Continuous cold-chain from mix through retard through final proof to bake is the highest-energy option. Some bakeries reduce energy spend by retarding at the bulk stage only and proofing conventionally in the morning — accepting the trade-off of a shorter cold time and slightly less flavour development.
8. Fault recognition and remedy
See the fault table below for the full structured table. Key faults:
Over-proof before baking: Pieces expand too much in the retarder, collapse on oven entry. Causes: yeast dosage too high; retarder temperature too high; duration exceeded. Remedies: reduce yeast by 20–30%; verify retarder thermostat; load at lower FDT.
Under-proof / poor oven spring: Pieces barely rise in oven, dense crumb. Causes: yeast dosage too low; retarder too cold (< 2 °C); too short recovery after cold. Remedies: increase yeast; allow 15–30 min recovery at ambient; verify retarder temperature is ≥ 3 °C.
Pale, thick or cracked crust: Common when baking from cold. Cause: cold pieces drop oven temperature sharply; insufficient steam. Remedies: allow 15–20 min ambient recovery; ensure steam injection; check oven stone/deck temperature recovery between loads.
Flat, spreading loaf (rye-wheat): Weak gluten structure fails to hold gas over long retard. Causes: low-protein flour; inadequate improver dosage; excessive protease activity. Remedies: use high-gluten improver (e.g. Rye Stabil Free or Optimax Free); check improver enzyme profile with supplier.
Off-flavours (over-acidic, alcoholic): Extended fermentation produced excess acid or alcohol. Causes: yeast too high; temperature too high; duration too long. Remedies: reduce yeast, verify retarder temperature, shorten retard or reduce FDT.
Condensation on surface (skin formation): Cold pieces transferred to warm proofing cabinet develop condensation; skin sets before proofing is complete. Cause: too rapid temperature increase in prover-retarder transition. Remedy: use relative humidity control (≥ 85 % RH) immediately on warming; ensure smooth temperature gradient, not sudden step.
Coverage notes and confidence levels
- Retarded fermentation parameters (temperature, duration): sourced from IREKS Compendium, which is a primary industry reference. Confidence: high for the ranges quoted (2–8 °C, 8–18 h); specific optimum values depend on dough formulation.
- Yeast dosage reduction guidance: IREKS single-source; confidence: medium. Must be validated per specific recipe and retarder.
- FDT target 18–22 °C for cold process: IREKS single-source; confidence: medium. No independent numeric confirmation found in sources accessed.
- Frozen dough storage temperature −18 °C: Industry standard widely cited; no specific cited primary source found — confidence: low.
- Enzyme behaviour at cold temperatures: Sourced from IREKS Compendium and IntechOpen academic review. Confidence: high for principle; specific enzyme rates are substrate- and enzyme-specific.
- Two spec PDFs gave wrong products on disk (Intenso Extra → Ciasto Intensywna Czekolada; Böcker Bio Le Chef → Krokella puffed rice) and were not usable; excluded from data. The Böcker Flüssigsauer 200 and Böcker Bio Le Chef products remain among the products listed at the end of this article on the basis of their catalogue descriptions only — no spec data confirmed.
Figures
 Flow diagram showing four cold-fermentation process timelines from mixing through cold hold to baking, with temperature and duration annotations
Flow diagram showing four cold-fermentation process timelines from mixing through cold hold to baking, with temperature and duration annotations Line graph showing yeast fermentation activity rising from near-zero at 0 °C to peak between 25 and 35 °C, then declining above 40 °C
Line graph showing yeast fermentation activity rising from near-zero at 0 °C to peak between 25 and 35 °C, then declining above 40 °C Schematic diagram of a prover-retarder cabinet showing the overnight temperature cycle from loading at 20 °C to cold hold at 3 °C to proofing at 28 °C
Schematic diagram of a prover-retarder cabinet showing the overnight temperature cycle from loading at 20 °C to cold hold at 3 °C to proofing at 28 °COvernight cold-retarded baguette (using Puratos Easy Baguette SG)
| Ingredient | Baker's % | Weight |
|---|---|---|
| Strong wheat bread flour (13–14% protein) | 100 | |
| Puratos Easy Baguette SG — Provides salt, sourdough, DATEM, malt, E300, enzymes | 6 | |
| Water (cold, 4–8 °C) — Use cold water to help achieve low FDT | 64 | |
| Fresh compressed yeast — Reduced dosage for overnight retard (vs ~1.5–2% for direct); single-source guidance from IREKS Compendium | 0.7 |
- Mix all ingredients 3 min slow + 5 min medium speed. Target FDT 18–20 °C.
- Bulk rest: 20–30 min ambient (20–22 °C).
- Pre-shape gently. Rest 10 min covered.
- Shape as baguettes. Place on couche or baguette trays.
- Load into prover-retarder; cool to 3–5 °C. Hold overnight (8–16 hours).
- Remove from retarder. Allow 15–20 min ambient recovery if baking on convection oven; bake directly from cold on a pre-heated deck oven at 240–250 °C.
- Score and load oven with steam injection for first 8–10 min.
- Bake 20–25 min until deep golden crust.
Adapted from the Puratos Easy Baguette SG product specification. Usage rate confirmed from spec: 6% on flour weight. The spec product contains salt; do not add additional salt. Timing is indicative; validate for your flour, water temperature, retarder and oven.
Cold-adapted rye-wheat loaf (using Zeelandia Rye Stabil Free)
| Ingredient | Baker's % | Weight |
|---|---|---|
| WHEAT flour type 850 | 3.1 kg | |
| RYE flour type 720 | 4.2 kg | |
| Rye sourdough starter | 4.6 kg | |
| Salt | 0.22 kg | |
| Fresh yeast (REDUCED for overnight retard) — Original spec: 0.2 kg; reduced to ~0.08 kg for 10–14 h retard at 4 °C. Validate by trial. | 0.08 kg | |
| Rye Stabil Free | 0.2 kg | |
| Water | 5.8 kg |
- Mix 3 min slow + 5 min fast speed. Target dough temperature 26–27 °C (original spec); for cold retard, target 22–24 °C by using colder water.
- Pre-fermentation: 20 min ambient (shortened from spec's 30 min as fermentation will continue in retarder).
- Divide into 0.9 kg pieces; round, elongate and place in bannetons or on boards.
- Load into retarder at 4 °C. Hold 10–14 h overnight.
- Remove from retarder; allow 20–30 min ambient recovery.
- Bake at 240 °C reducing to 210 °C with steam for first 10 min. Baking time approximately 45 min.
Adapted from the Zeelandia Rye Stabil Free product specification. Original recipe specifies direct method (pre-fermentation 30 min, final proof 60 min, bake 240→210 °C). Cold-retard adaptation adjusts yeast to 0.1 kg per batch; other quantities unchanged. Adaptation to cold retard is not explicitly covered in the spec; validate by trial.
All parameter ranges sourced from IREKS Compendium and BAKERpedia. Timings are typical overnight-operation windows; precise durations must be validated per recipe.
| System | Cold stage entry point | Temperature (°C) | Typical duration | Recovery before baking | Best bread types | Key risk |
|---|---|---|---|---|---|---|
| Cold bulk retard | After mixing and short ambient rest (pre-shape); dough is un-divided | 4–8 | 8–18 hours | Divide, pre-shape, bench rest, final shape and proof at ambient after removing from cold | Artisan wheat loaves, sourdough wheat, ciabatta, baguettes (pre-division) | Uneven chilling: outer mass cools faster than core; use forced-air circulation and target FDT 18–22 °C before retard |
| Interrupted fermentation (prover-retarder) | After dividing and shaping (or pre-shaping); pieces are loaded directly | 2–5 | 8–18 hours | 15–30 min ambient recovery OR bake directly from cold (specialist deck ovens) | Bread rolls, baguettes, tinned wheat bread, rye-wheat loaves; dominant system in plant bakeries | Over-proof if retarder warms above set point or duration exceeds plan; drop to 0–2 °C for holds >18 h (single-source guidance — IREKS Compendium; confirm with equipment supplier) |
| Retarded proof (cold-store final proof) | After shaping and partial ambient proof (~30–40% volume gain) | 4–8 | 8–14 hours | Often baked directly from cold into high-temperature deck oven; or 15–20 min ambient rest | Sourdough wheat loaves, rustic high-hydration loaves; artisan bakeries with deck ovens at 260–280 °C | Tight timing window: under-proof at cold entry stalls completely; over-proof at entry will collapse. Ambient pre-proof duration is critical. |
| Frozen raw dough | After mixing and shaping (sometimes after brief pre-proof); blast-frozen | −18 to −25 | Days to weeks | Thaw at 4–8 °C for 8–12 h, then proof at 27–30 °C and bake; or direct proof at ambient from frozen (longer proof time required) | Food-service rolls, food-service baguettes, in-store bakery; products shipped frozen | Ice-crystal damage to gluten during freezing; yeast viability loss on repeated freeze-thaw; requires specialist improver with high vital wheat gluten and DATEM/SSL |
| Par-baked (stone-baked) frozen | After full mix, shape, proof; partial bake to ~80% done, then blast-frozen | −18 to −25 | Days to weeks | Finish bake from frozen or thawed: 5–12 min at 200–220 °C at point of sale | In-store bakery at retail, food-service artisan breads, transport bakery | Crust separation (hollowing) if inner dough is under-baked at par-bake stage; staling accelerates on thawing if no anti-staling enzyme in formulation |
Data for Gamma GP, S500 Sense SG, Easy Baguette SG, Rye Stabil Free and Optimax Free extracted directly from first-party supplier spec sheets. Böcker and Bioferm products are listed on the basis of catalogue descriptions only — spec sheets not available in local files. Allergen: allergen data in this table is an abridged headline; full allergen matrices are in individual spec sheets.
| Product | Brand | Format | Key functional ingredients (E-numbers) | Dosage stated in spec | Cold-process relevance | Shelf life | Allergen headline |
|---|---|---|---|---|---|---|---|
| Puratos S500 Sense SG 12.5 kg | Puratos | Powder | Fermented Rye Flour 50–60%, DATEM E472e 10–20%, Ascorbic Acid E300 <1%, Calcium Sulphate E516 <5%, Enzymes <1%, Rapeseed Oil <1% | Up to 3% on flour weight (spec confirmed) | Natural sourdough fraction (fermented rye flour) adds flavour that complements long retard; DATEM strengthens gluten film for gas retention across extended cold hold | 9 months | Contains gluten (wheat and rye); cross-contamination risk milk, egg, soya; vegan; Kosher certified |
| Puratos Easy Baguette SG 15 kg | Puratos | Powder concentrate (contains salt) | Wheat Flour 30–40%, Salt 20–30%, Dextrose 5–10%, Dry Sourdough (Fermented Rye Flour >95%, Salt) 5–10%, Barley Malt Flour 5–10%, DATEM E472e 5–10%, Rapeseed Oil <5%, Ascorbic Acid E300 <1%, Enzymes <1% | 6% on flour weight (spec confirmed; contains salt — do not add extra salt) | Formulated for baguettes which routinely use overnight retard; contains dry sourdough, malt and DATEM. Barley malt flour supports crust colour when baking from cold | 9 months | Contains gluten (wheat, rye, barley); cross-contamination risk milk, egg, soya; vegan; halal certified |
| Zeelandia Gamma GP Bread Improver 12.5 kg | Zeelandia | Powder | WHEAT flour carrier, Rapeseed Oil, Ascorbic Acid E300, Enzyme (WHEAT substrate) | 0.5–0.75% white tin; 1% bloomers; 1.5% soft rolls; 2% crusty rolls and wholemeal (spec confirmed) | General purpose improver; E300 provides gluten strengthening for cold-retarded doughs; enzyme system should be checked with Zeelandia technical support for suitability at long retard durations | 12 months | Contains wheat; cross-contamination risk rye, barley, oats, spelt, egg, soya, milk, sesame, lupin; vegan |
| Zeelandia Rye Stabil Free 25 kg | Zeelandia | Powder | WHEAT gluten 78%, Pre-gelatinised WHEAT flour 20%, WHEAT flour 1%, Ascorbic Acid E300 ~1%, Enzymes <1% | 0.2 kg per 7.3 kg total flour in reference recipe ≈ 2.7% (spec recipe confirmed) | Very high vital wheat gluten content (78%) provides strong gluten backbone essential for rye-wheat doughs held in cold retard overnight; emulsifier-free formula; E300 present | 270 days | Contains wheat gluten; cross-contamination risk rye, barley, oats, spelt, egg, soya, milk, sesame, mustard; vegan |
| Zeelandia Optimax Free Bread Improver 20 kg | Zeelandia | Powder | WHEAT gluten 50%, RYE flour 39%, Potato starch 10%, Ascorbic Acid E300 <1%, Enzymes <1% | 0.1 kg per 6 kg total flour ≈ 1.7% (spec recipe confirmed; note recipe dosage on rye-dominant blend) | Emulsifier-free improver for rye bread (Mix-and-rye); high gluten content supports structure during extended cold hold; contains rye flour fraction which contributes amylase activity | 180 days | Contains wheat and rye gluten; cross-contamination risk barley, oat, spelt, egg, soya, milk, sesame; vegan |
| Zeelandia Bioferm Dark Liquid Sourdough 19 kg | Zeelandia | Liquid sourdough | Pre-acidified rye/wheat sourdough (fermented); composition from catalogue description only — spec not confirmed from local file | Refer to Zeelandia technical data sheet | Liquid sourdough fraction can be incorporated in retarded rye-wheat doughs to deliver authentic acid profile with shorter ambient pre-fermentation stages | Per Zeelandia TDS | Allergen data not yet confirmed by supplier spec sheet — please confirm with Zeelandia before use |
| Backaldrin BAS Dark Liquid Rye Sourdough 12 kg | Backaldrin Polska | Liquid sourdough | Pre-acidified rye sourdough; composition from catalogue description only — spec not confirmed from local file | Refer to Backaldrin technical data sheet | Liquid rye sourdough for integration into cold-retard rye bread production; provides acid without extended ambient sour fermentation | Per Backaldrin TDS | Allergen data not yet confirmed by supplier spec sheet — please confirm with Backaldrin before use |
Sources: IREKS Compendium fault-and-remedy sections, BAKERpedia bread processing and the Ardent Mills troubleshooting guide. Fault descriptions are adapted to the cold-retard process context.
| Fault | Observable symptoms | Likely causes | Remedies |
|---|---|---|---|
| Over-proof before baking | Pieces visibly over-expanded on removal from retarder; collapse or 'flying crust' on oven entry; dense, gummy crumb with large irregular holes | 1) Yeast dosage too high for retard duration; 2) Retarder temperature above set point (thermostat failure or door seals); 3) Retard duration exceeded plan; 4) FDT too high at loading (above 25 °C) | Reduce yeast by 20–40% and re-trial; verify retarder thermostat accuracy; establish maximum safe hold duration by timed test; target FDT 18–22 °C before loading |
| Under-proof / poor oven spring | Pieces show little volume gain in retarder; tight, dense crumb; low loaf volume; crust may split at sides rather than scored line | 1) Yeast dosage too low; 2) Retarder too cold (< 2 °C inhibits residual proofing); 3) No ambient recovery before baking; 4) FDT too low at loading; 5) Water quality issue (chlorinated water inhibiting yeast) | Increase yeast by 20–30%; verify retarder minimum temperature ≥ 2–3 °C; allow 20–30 min ambient recovery; increase FDT; use filtered or rested water |
| Weak dough structure / spreading loaf (rye-wheat) | Shaped loaves flatten and spread horizontally in retarder or on oven entry; loaves lack height; crumb is dense and sticky | 1) Insufficient gluten structure for long retard (low-protein flour or low improver dosage); 2) Excessive protease activity in improver breaking down gluten overnight; 3) Rye fraction too high without adequate vital wheat gluten addition | Use high-gluten improver (Rye Stabil Free or Optimax Free); check improver enzyme profile with supplier for suitability at 10–18 h retard; add vital wheat gluten separately if needed; switch to tin-baked format to support shape |
| Pale crust, insufficient crust development | Crust is pale or 'grey-beige' despite correct bake temperature; crust is thin and soft | 1) Baking directly from cold drops oven temperature excessively (especially batch loading); 2) Insufficient fermentable sugars remaining for Maillard reaction (over-fermented dough has consumed all sugar); 3) No malt or dextrose in formulation | Stagger oven loads; allow ambient recovery time; add diastatic malt flour or barley malt extract to formulation (malt provides fermentable sugars without inhibiting retard); check sugar/dextrose levels in improver |
| Surface cracking or dryness (skin formation) | Dry, tight surface skin on pieces loaded into retarder; cracks on surface after proofing; crust tears rather than scores cleanly | 1) Low humidity in retarder (RH < 70%); 2) Condensation at prover-retarder transition: cold surface suddenly exposed to warm, moist air causes water to condense and then skin | Cover pieces with polythene in retarder if humidity control is unavailable; ensure prover-retarder transition raises humidity before temperature; use humidified proofing during final proof stage at ≥ 75% RH |
| Off-flavours: excessive sourness or alcohol | Bread has strong vinegary or alcoholic taste and smell not typical for the product | 1) Retard duration too long; 2) Yeast dosage still too high; 3) Retarder temperature too high (> 8 °C); 4) Flour with high microbial load or sourdough component dosage too high | Shorten retard; reduce yeast; verify retarder temperature; reduce sourdough addition; check flour quality |
| Inconsistent piece volume within same batch | Some pieces over-proved, others under-proved from same tray in retarder | 1) Uneven air circulation in cabinet; 2) Variable FDT across batch (inconsistent mixing temperature or ingredient temperatures); 3) Variation in piece weight at dividing | Rotate trays mid-retard; use cold-water control at mixing to standardise FDT; tighten divider calibration; use forced-air retarder with even air flow |
| Frozen dough: poor oven spring on baking | Defrosted and proofed pieces rise adequately but collapse or fail to bloom in oven | 1) Gluten network damaged by ice crystals during freezing (too slow freeze rate or too warm storage); 2) Yeast viability lost on freeze-thaw (especially fresh yeast); 3) Thawing too fast causing condensation and dough slackening | Blast-freeze immediately after shaping at −35 °C or below for fastest crystal formation; use instant dry yeast or freeze-stable yeast; thaw slowly at 4 °C; increase DATEM and vital wheat gluten in formulation |
- Value:
- 2–8
- Confidence:
- high
- Note:
- 2–5 °C for interrupted fermentation / prover-retarder; 4–8 °C for cold bulk retard
- Value:
- 8–18
- Confidence:
- medium
- Note:
- Single source (IREKS Compendium). Dependent on yeast dosage, FDT and retarder temperature.
- Value:
- 18–22
- Confidence:
- medium
- Note:
- Single source (IREKS Compendium). Lower than direct method FDT of 26–28 °C.
- Value:
- 26–28
- Confidence:
- high
- Note:
- BAKERpedia bread processing; widely confirmed
- Value:
- 25–35
- Confidence:
- high
- Note:
- BAKERpedia yeast ingredient entry. Activity substantially reduced below 10 °C.
- Value:
- 35–37
- Confidence:
- high
- Note:
- BAKERpedia Final Proof entry states 35–37 °C (95–100 °F). Draft value 30–35 was refuted during verification and corrected.
- Value:
- 85–95
- Confidence:
- high
- Note:
- BAKERpedia Final Proof entry states 85–95% RH. Professional proofer manufacturer guidance confirms 85–95% as standard commercial range. Draft value 60–80 was refuted during verification and corrected.
- Value:
- −18 to −25
- Confidence:
- low
- Note:
- Industry-standard figure widely used; primary source in this dossier is IREKS Compendium (single reference). Validate with equipment manufacturer specifications.
- Value:
- 30–70 reduction from direct method dosage
- Confidence:
- low
- Note:
- Practitioner guidance from IREKS Compendium; no explicit percentage stated in sources read. Range inferred from context and common practice. Must be validated per recipe.
Buy the ingredients
Catalogue products and brands referenced in this article.

Sourdough Dry 25 kg

Optimax Free Bread Improver 20 kg

Backaldrin BAS Dark Liquid Rye Sourdough 12 kg

Rye Stabil Improver 25 kg
Böcker Bio Le Chef Organic Liquid Sourdough 2 kg

Böcker Flüssigsauer 200 Liquid Sourdough 15 kg

Puratos S500 Tolerance CL Bread Improver 15 kg

Backaldrin BAS Light Liquid Rye Sourdough 12 kg

Zeelandia Gamma GP Bread Improver 12.5 kg

Puratos Easy Baguette SG 15 kg

Ireks Ciabatta Mix 25 kg

Puratos S500 Sense SG Bread Improver 12.5 kg

Puratos O-tentic Durum Sourdough Concentrate 10 × 1 kg

Puratos S500 SG Bread Improver 12.5 kg (Kosher)

Zeelandia Bioferm Dark Liquid Sourdough 19 kg